管道自动焊不同于藏自动焊、球罐自动焊及双联管自动焊、埋弧自动焊。管道自动焊其管子非旋转,焊接小车模拟手工焊做下向焊接。每道焊口有两个焊接小车在管子两侧同时焊接。管道自动焊焊接管道,电弧是通过外加气体(...
1、焊工着装符合安全规程 2、焊工使用工具应装在工具袋里。 3、电加热器表面有可靠性的防烫措施。 4、高空作业的架设应符合安全规定,位置应适合焊接操作。 5、电动工具接线箱应有漏电保护装置。 6、使...
1、焊缝外观成型良好,外形平滑过度,焊缝宽度以盖过坡口边缘2mm为宜,焊缝表面不得低于母材表面,焊缝余高Δh1+0.1b,且不大于3mm,(b为组对后的坡口宽度),角焊缝焊脚高度符合设计规定。2、焊缝...
金属管道种类繁多、数量大,使用工况千差万别。我国不同行业采用不同的应用标准体系,标准之间差别很大。当然,由于金属管道的工况,如温度、压力、介质、环境等不同,标准有差距是客观存在的。例如,电力电站管道高...

管法兰焊接前准备有以下三点:1、技术准备焊工在施焊前需要进行的技术准备工作为:熟悉产品图纸,了解产品结构;熟悉产品焊接工艺,了解产品焊接接头要求的焊工持证项目,掌握产品焊接接头的焊接参数。 2、器材准...
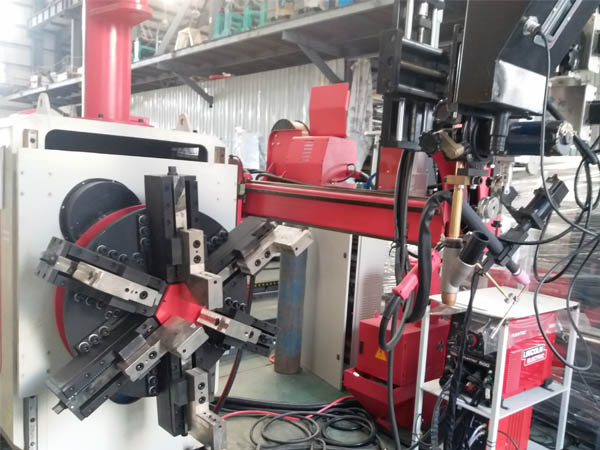
自动焊机在焊接完成后针对管子和法兰的焊接质量检查如下:1.焊接结束后,检查焊缝的外表质量,焊缝表面应光滑清洁,不能有裂纹、焊瘤、气孔以及未填满的弧坑或凹陷存在。管子内壁产生的熔滴和塌陷应予以修补,熔滴...

